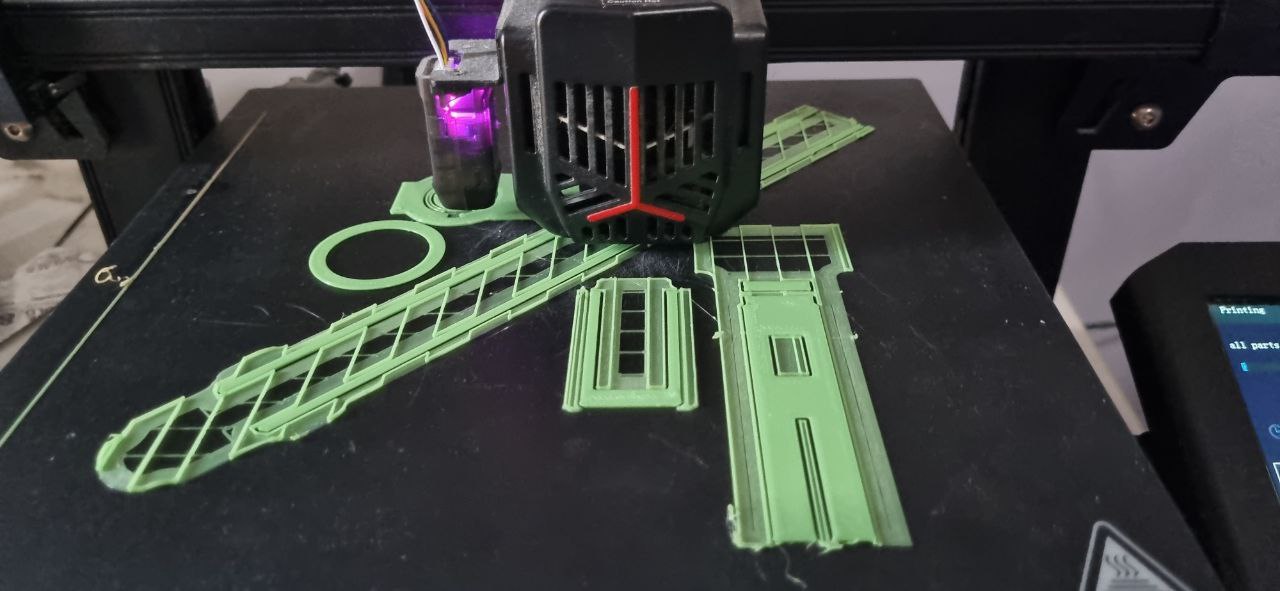
Started the final print of the ar smg parts, while they wont be the silk purple i wanted to use (cant find any print profiles for it) i am doing it in peak green instead.
Will show the final pics tomorrow when its finished since the print time is 1 day 3 hours and 30 minutes.
cura and i cant find any silk profiles on there, not to stressed tho ill just make one once im ready to use it, not cancling this print now just to swap colors.
First layer will go down fine then the next 9 are rubbish then comes clean for the remainder.
Calibrated flow, speed, temp etc no effect, checked lead screw no issues, done firmware but still nothing.
Tried tweaking the start G-code with a probe test like some other ppl have done but then it’s gouged the build plate to shit so just got a new PEI one today and gona try adjusting the offset and see if that helps.
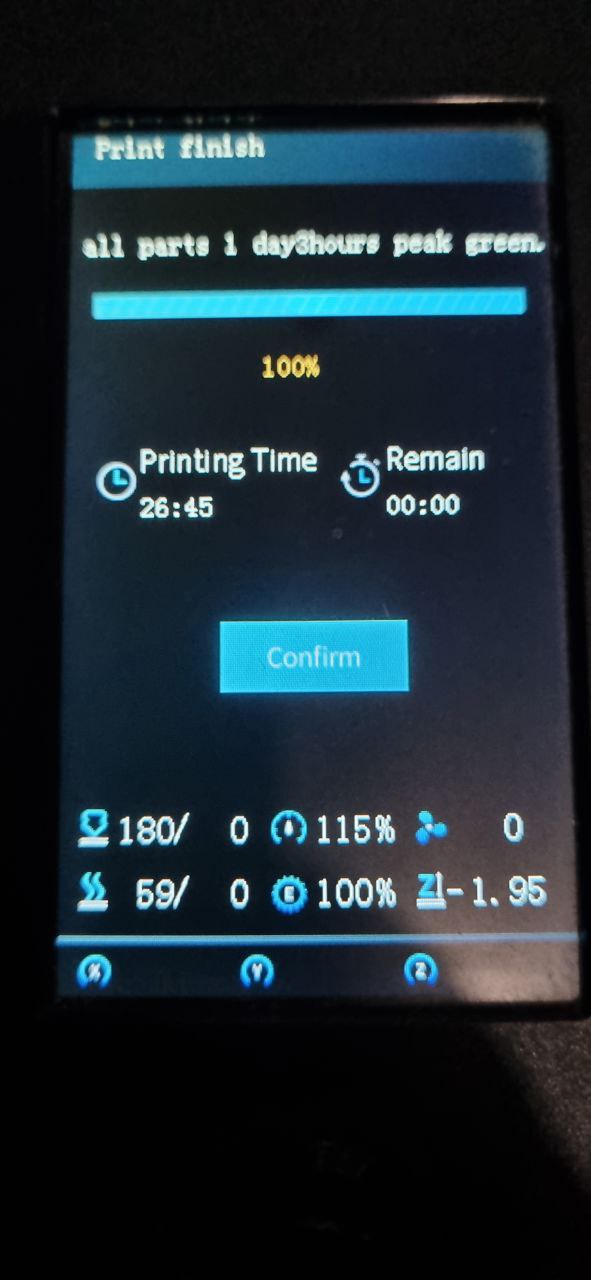
Just looking at those last images, what filament is that on now? 218 nozzle temp seems pretty hot for PLA, and increasing the speed could result in poorer print quality.
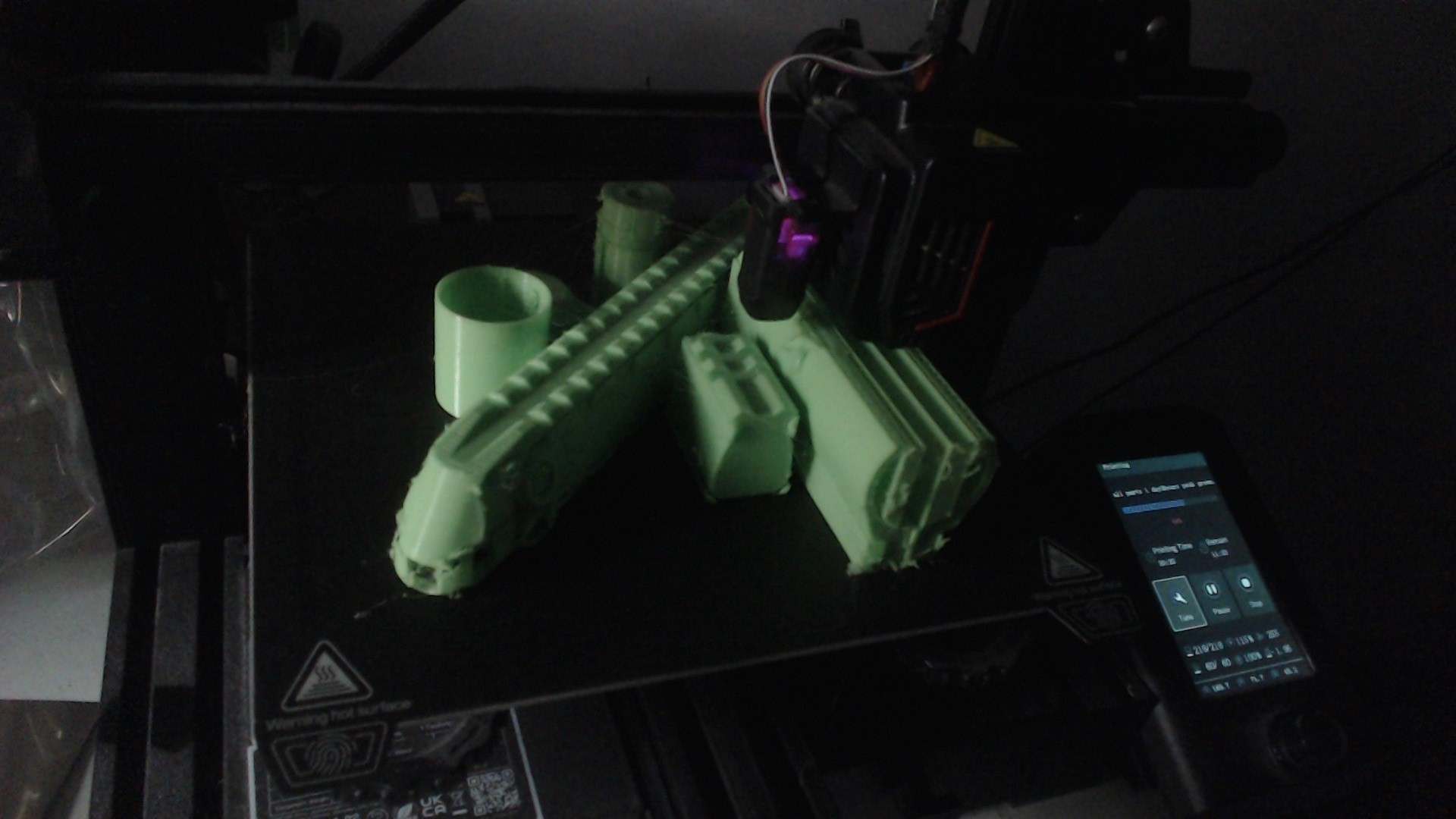
Just pla+ and the temp and speed are fine, lots of trial and error have gone into those settings since a higher temp means i can turn the speed up, remeber the prop grenades? same settings and ive done a fair few more prints so i know the same limits for decent quality.
Well the printer decided to fuck around and sucked some bit that popped off into the fan so there goes that set but can see the quality with the faster speeds and temps not being a issue. can also see where ive walked in or out of my room because of the 2 bumps.
Yea you need to readjust the level of the bed and offset it seems like, it shouldnt ruin the build plate to hell and back when leveled and offset right.
Yeah the build plate getting scrapped was my fault, had reset the offset and forgot to adjust it before doing the print.
Have adjusted it with the new plate and ran a cube with the modified G-code, didn’t do the base layer warping but the overall print wasn’t to the standard I’d want, will have to fiddle some more.
Yes it strings alot but thats because of the increased temp and is easy to just get rid of with a lighter and some light scraping with my knife to get rid of the bigger bits, all the scraggly bits are just the support material.
sadly unlike other materials, an acetone vapor bath will not work. You can use DMSO (Dimethylsulfoxid) and make a vapour bath of that.
AFAIK the easiest post processing for TPU is heat, If you have a heat gun run it over the areas youd like to fix.
Whats the rest of your setup look like?
do you have a dry / heater box for the filament?
If its only like 9 layers of crap and then it goes good all i can think of is initial layer settings being different to the rest?
check the G-code itself and see if there are any settings changes between the first and 2nd layers and between the layers where it seems to clear itself up?
I reccomend checking the G-code as it looks like its over extruding or something. is your printer a core xy or a bedslinger?
could also be an issue with the PTFE feed tube snagging or something if its a bedslinger?
or conversly something in the Z axis thats causing misalignment and not moving the bed or gantry up enough?
worn Z rod or debris on the rod etc
Core, it’s an Ender 5 S1. Z axis is fine, had inverted the rod and rails as well just to be sure with no change.
I had added the line to run ABL but only done a calcube so far and it seems to of had an affect but the rest is all wavy now, think I put it on the wrong linw too cause it heats everything up then turns it off to do the ABL then back pm again after, will have to do some more tests with this.
To stop the wavieness some slicers have a setting to gradually reudce the ABL movement over a specified amount of layers, that may help with that issue?
i havent messed with ABL at all tbh i just let my ender 5 plus do whatever it wants untill something doesnt work.
It shouldnt be doing any auto bed leveling at all during the print, depending on what your custom gcode setting is it could be going weird.
Mine for refrence in cura’s custom start gcode so it does a extruder check because i purge so it sets that to being 0 steps,heats, homes and then bed levels
That’s pretty much what I got in my start code, but I think I put it on the wrong line, eventually found a Reddit thread of ppl having the same issue and they found running an ABL action before the start seemed to fix it, thou adds a few min to the start.
Look out im baaack, took a little break to get my mind into gear and knowing how to design stuff better to work with my 3d printing and some extra stuff (home made fishing lures and airbrushing). Still not brought any gel gear yet but soon i shall be but first a question, who kknew 3d printers could multiply by themself? because i didnt
New one on the right beside the towl and yes instead of docbobs famous red towl i have a blue one hiding the chaos that is the other side of my room and the webcam for watching over my prints and a quick detection for any failures.